
Quality control with Vision-solutions
Vision-solutions optimizes production, automates quality control and reduces the amount of errors. With professional vision systems integrated into the product line it is possible to substantially improve quality control while also freeing resources for other purposes.
Why vision-solutions?
There are many good reasons to use vision systems for quality control, ranging from workplace safety to production quality. Here, we delve into two of the most important reasons why vision technology should be part of the quality control process.
1. Efficiency and Consistency
By using machines for inspection and monitoring, the number of "human errors" is reduced, as the systems are designed and trained to recognize precise shapes, colors, and positions.
The typical mistakes humans make are either rejecting products that have no defects or approving items with small or invisible flaws. This occurs in part due to the repetitive nature of this type of work, which causes people to, over time, overlook small details, lose focus, and become less efficient as boredom sets in.
In contrast, the systems can identify the defects that humans fail to see, and they do so more quickly, as they are not subject to subjectivity—making them more consistent. Additionally, they can be used to categorize items or control automated processes. As a result, implementing one or more vision solutions will typically increase production speed, quality, and consistency in the products.
2. Frees Up Human Resources
By allowing machines to take responsibility for the "simple, tedious, and repetitive" tasks, it becomes possible to free up human resources. This means that the human workforce can be assigned to more complex tasks that can create greater value for the company.
As a general rule, quality control is an objective field and therefore almost tailor-made for machines. Humans are subjective, which is valuable in other contexts. This doesn't mean that humans should be entirely removed from the process, as spot checks with human oversight can help ensure that the vision solutions are functioning correctly.
Often, there is a correlation between the amount of repetitive tasks an employee has and their job satisfaction, and typically, job satisfaction leads to more efficient employees.
At Automate, we can support you throughout the entire journey. We don’t just deliver vision systems, but the complete vision solution as a full package. This means we offer everything from equipment manufacturing and programming to cable installation. Learn more about our vision solutions here.
Avoid Waste with Automated Quality Control
By using vision solutions for automated quality control, it is possible to reduce the number of incorrect rejections, as the objective "eyes" of the machines use precise data to detect defective products.
When using manual quality control, there is a risk that employees may become fatigued, distracted, and vary significantly in efficiency. By implementing a vision system, these human factors, which often lead to errors and reduced efficiency, are eliminated. The systems are capable of performing continuous high-quality inspections with increased efficiency, which ultimately improves quality and lowers production costs.
To ensure optimal results with a vision solution, it is crucial that both the technical setup and programming are accurate. This requires high precision in data processing to correctly distinguish between defective and approved products. This prevents the rejection of too many or too few products. However, all of this can be irrelevant if the solution is not implemented correctly or if production staff are unable to operate the system. This often leads to unnecessary production stops. Therefore, it is essential that the solution is properly implemented and that the system is designed to be user-friendly.
When transitioning from manual to automated production, it is important to remember that production machines do not inspect the item for defects during production, as a person naturally would when handling the product. Therefore, it is crucial to implement some form of quality control, such as a vision solution, to avoid an unnecessarily high number of defective products being released during the startup phase. By choosing a vision solution for quality control, you achieve consistent tolerance checks, while also adding new and improved possibilities for traceability.
By setting up vision solutions at multiple points in the production process, it becomes easy to track where defects occur. At the same time, this allows for defective products to be discarded early in production, preventing further resources from being wasted on faulty items.
What is vision technology?
Vision technology used for quality control typically consists of a setup involving lighting, optics, sensors, vision data processing, and a communication system. It is considered advanced technology, incorporating a range of hardware components and software systems.
It is crucial that the lighting setup is always optimal and consistent for the system's optical components to accurately detect the placement and quality of products. The system is highly sensitive and dependent on proper lighting, so it is essential to avoid both insufficient and excessive light. Therefore, it is recommended to install the correct light sources and ensure shielding from other light sources in the area, such as sunlight in the production environment.
It is called a vision "solution" because it is not just a system that collects data, but also works in tandem with the rest of the production equipment. This means there is constant communication with the production equipment regarding the desired actions. For example, when an item needs to be discarded, or if production needs to be halted due to too many defects, allowing the production machines to be inspected.
Everything relies on the system's ability to process data, and for this to be done optimally, it is essential that the data being worked with is consistent and accurate. The data comes from optics and sensors, so it's crucial that the setup, configuration, and surrounding conditions are fully optimized. This ensures the best possible outcome.
Different Problems, Different Solutions
Vision systems come in many variations and are typically categorized based on their complexity and the type of inspection they are designed to perform.
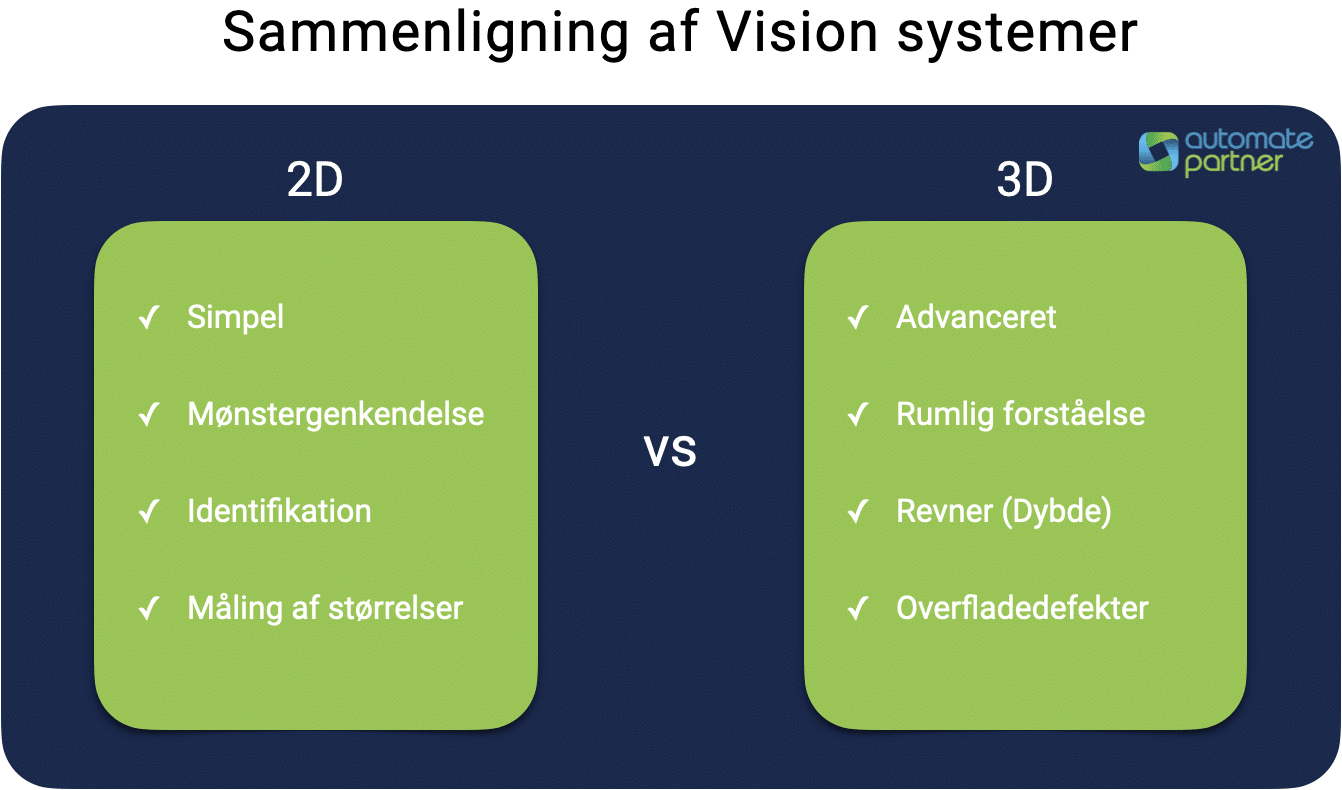
The primary distinction is between 2D and 3D vision systems. 2D systems are often used for pattern recognition, identification, and size measurement. On the other hand, 3D systems are utilized for more complex applications that require spatial understanding.
Additionally, a distinction is often made between "traditional vision" and AI-based vision systems. Traditional systems are typically programmed to identify a specific type of defect, whereas AI systems can be trained to recognize multiple defect types simultaneously.
Often, solutions are created that combine a variety of technologies, leading to the term "hybrid vision." There are several standard solutions available for simpler tasks, making them relatively affordable and easy to implement. However, if the quality control process is more complex, it will require the development of a custom solution, which tends to be more expensive. Therefore, it is crucial to consult experts in the field when selecting a solution that fits the specific production needs.
At Automate, we are experts in this field, so if you have any questions or uncertainties about which solution is the right fit, don't hesitate to get in touch with us here.
Who uses vision systems?
The pharmaceutical, medical, plastics, metal, and food industries are just a few examples among many.
There are countless use cases for vision systems, and they can be adapted to almost any production. Here are some scenarios where they work particularly well:
- High-volume production lines. When a large number of products are produced per hour, it can be difficult for human inspection to keep up, especially if they are also required to maintain the same high level of quality.
- Critical quality. This means there is a minimal margin for error, as defects can be critical if they reach the market or industry.
- High value. If the products have a high value, mistakenly discarding fully functional products can be extremely costly.
- Defects invisible to the human eye. For example, when dealing with glass products, it can be nearly impossible to detect internal stresses in the glass, which may later lead to a defect.
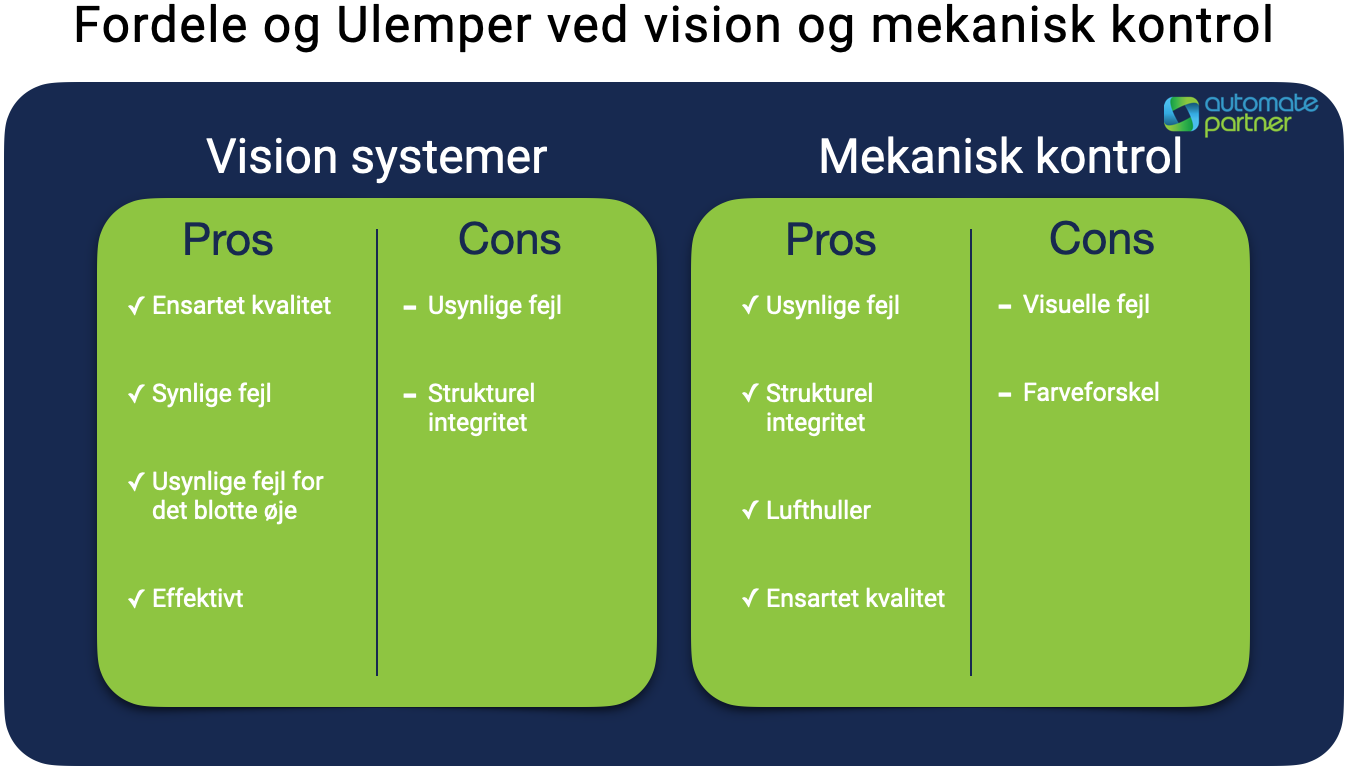
There can often be advantages in combining multiple types of quality control, as there are aspects that vision systems cannot inspect. If you have one of the aforementioned types of production, one of the control solutions could advantageously be a vision system. The other could be either mechanical inspection or human spot checks.
It can be ideal to combine with mechanical inspection if, for example, you need to test structural integrity, check for air pockets in the material, or verify if adhesives hold—things that are not visible. However, mechanical inspection machines cannot detect visible defects, which is why they complement each other well.
Embrace the Future with AI-Driven Quality Control
AI is likely to become an even bigger part of production in the coming years, and it could actually be a game changer in quality control. Artificial intelligence holds the potential to develop solutions for inspection tasks that have previously been impossible.
Especially in areas like the inspection of organic materials, many factors must be considered when determining whether there are defects. Until now, it has been difficult to explain the error margins precisely enough for a traditional algorithm to handle the task. In this case, artificial intelligence can be trained to evaluate each product in a way that allows multiple factors to be taken into account.
However, AI is not the solution for everything, and it can quickly become an expensive venture. It is important to assess the actual need, as traditional methods may sometimes be both faster and more cost-effective.
Who is Automate Partner?
Automate was founded in 2015 with the goal of automating smaller manufacturers. We ensure the creation of automation that works alongside people and support you throughout the entire journey. We are your single point of contact, so you don’t have to juggle multiple suppliers or make decisions in areas where you may not be an expert. We are a local company that offers personalized service and is always ready to come to you if any issues arise.
Do you have any questions or are you in need of a vision solution? Give us a call at 71 99 50 99 or send an e-mail to kontakt@automate.dk.
Book a consultation
how Automate can help you
FAQ
What is vision technology?
Vision technology is advanced technology, consisting of a combination of hardware and software that collects and processes data through optics and sensors.
Where is quality control implemented in production?
It is, of course, important to inspect the final product, but vision solutions can actually be useful throughout the production process. They can help detect defects early on, so faulty products are discarded before they are completed. This way, you can save additional resources.
What are vision solutions good for?
Vision solutions are ideal for productions where products may have visible defects that are difficult to detect or in productions where product quality and consistency are critical.
What are vision solutions not so good for?
Vision solutions cannot determine if a product's structural integrity is intact unless it involves visible cracks or similar defects. Therefore, it is important to combine them with other inspection methods to test for hidden flaws.